jackie schmidt
New member
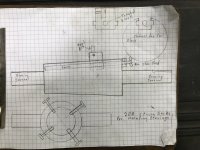
I have decided to convert my Rail Gun Barrel Block to front a V to a round non metallic sleeve.
I could do it several ways, but decided to do it on our big Lucas Horizontal Boring mill.
I thought you all would get a laugh out of an obvious exercise in overkill
But you use what’s handy for the job on hand.
http://benchrest.com/attachment.php?attachmentid=23127&stc=1&d=1574433215
I could do it several ways, but decided to do it on our big Lucas Horizontal Boring mill.
I thought you all would get a laugh out of an obvious exercise in overkill
But you use what’s handy for the job on hand.
http://benchrest.com/attachment.php?attachmentid=23127&stc=1&d=1574433215