
You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
Pic of lathe tool for tapering CM barrels
- Thread starter Bnhpr
- Start date



D
Dennis Sorensen
Guest
Chip breakers... if they don't cause a chatter they work okay...
P
PhillyMachinist
Guest
They look better then the other one you made you should try it out and see if it works that is usually what I do, I am sure you got some scrap laying around to try it on.
Ryan
Ryan
Bill Leeper
New member
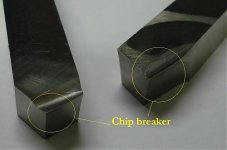
If the tool on the left had a lead angle which was 15 degrees off perpendicular to the work, it would be roughly what I described. The way it is, it will dig in too much. The tool on the right, I can't see but it looks like it might be right. When the tool is right, there is very little load on the tool and CM steel will curl up and break off nicely. You will notice I didn't say either tool was "not worth a damn". I'm trying to be a kinder, gentler, critic! Regards, Bill
If the tool on the left had a lead angle which was 15 degrees off perpendicular to the work, it would be roughly what I described. The way it is, it will dig in too much. The tool on the right, I can't see but it looks like it might be right. When the tool is right, there is very little load on the tool and CM steel will curl up and break off nicely. You will notice I didn't say either tool was "not worth a damn". I'm trying to be a kinder, gentler, critic! Regards, Bill
Not that I'm DAF, but i'm not understanding Which angle has to be 15 degrees.
The angle between the tool and barrel can be adjusted by the toolpost.
Now if your referring to the rake in the cutting edge, caused by the exaggerated chip breaker, this is another matter.
I copied the tool from a gunsmithing manual somebody sent me.
See attached
Ben
Attachments
Ok, here's a piece of EN 1.4418-QT900 turned with this tool. It cut very well, did not chatter, but it did not break the chip. I'm not worried about that though.
I'll keep playing with the angle, but I think I'm ready to gnaw on a barrel.
I'll keep playing with the angle, but I think I'm ready to gnaw on a barrel.
Attachments




JerrySharrett
Senile Member
Look at the lip on the tool on the left on DSCO1460. Now project that lip onto the cutting edge of the tool on the right. That will make a lip along the cutting edge of the tool on the right that would have a cross section like the lip on your .pdf example.Ok, Commence firing!
No need to have to crank the tool block around to the odd angle you show in the later views.
For safety you do need to break the chip occasionally, short to not over 8" long strings.
What Parker Ackley used that tool for. I really can't figure????
JerrySharrett
Senile Member
After looking back in some old books, Ackley may have had something like an old Workshop series South Bend lathe (1930's). If so, he may have ground this tool to take side loading off the compound.What Parker Ackley used that tool for. I really can't figure????

Last edited:
Look at the lip on the tool on the left on DSCO1460. Now project that lip onto the cutting edge of the tool on the right. That will make a lip along the cutting edge of the tool on the right that would have a cross section like the lip on your .pdf example.
No need to have to crank the tool block around to the odd angle you show in the later views.
For safety you do need to break the chip occasionally, short to not over 8" long strings.
What Parker Ackley used that tool for. I really can't figure????
I wondered the same thing, about the angle of the tool. That's why I ground the tool on the right.
I'll attach another pic, but the tool on the right does have a chip breake, high rake edge.
Ben
Attachments
JerrySharrett
Senile Member
That looks fine. I can see the chipbreaker now. If it is not breaking the chip, make the groove deeper.I wondered the same thing, about the angle of the tool. That's why I ground the tool on the right.
I'll attach another pic, but the tool on the right does have a chip breake, high rake edge.
Ben
(Look at the picture I added above of an old lathe of Mr Ackleys vintage. Notice the chip he is rolling off). Try that now with some of the ChiCom lathes and an Aloris tool block!!
That looks fine. I can see the chipbreaker now. If it is not breaking the chip, make the groove deeper.
(Look at the picture I added above of an old lathe of Mr Ackleys vintage. Notice the chip he is rolling off). Try that now with some of the ChiCom lathes and an Aloris tool block!!
I have a lathe that is quite similar to that, just powered a little different.
W
WillBird
Guest
That is a South Bend 9" lathe that man is using, commonly known as an "SB9". It is a fairly nice one because you can still see the flaking on the ways ") .
.
If I were to go out and look at mine I could tell you what feed he has it running at.
Bill
.If I were to go out and look at mine I could tell you what feed he has it running at
.Bill
P
PhillyMachinist
Guest
It is a fairly nice one because you can still see the flaking on the ways
Bill
That lathe was probably brand new when the picture was taken.
Ryan