Not Good
Ray, most gears such as this are made of a specific alloy, usually heat treated to a specific hardness whiles still maintaining a degree of ductility, as in being able to withstand a shock load. Many are simply case hardenned and ground.
Unfortunatly, that renders them unweldable, or at least in the sense that it would last when subjected to normal service.
The warpage, and distortion of other criticle areas would be very difficult to predict. In short, the originol manufacturer allows very little room for "repair". You simply replace the broken part.
You also have to look into what caused the tooth to break in the first place. Any repair, which woyuld by all accounts be weaker, simply would not be up to the task.
If you do have a similiar gear, you can 'adapt" it to the cluster that now has the broken tooth. As you might expect, this is not a job for a novice. It would involve machining the old gear off, them boring and pressing the new gear on, and locking it either with a key, or perhaps finding a really good heliarc man to weld that particular portion.
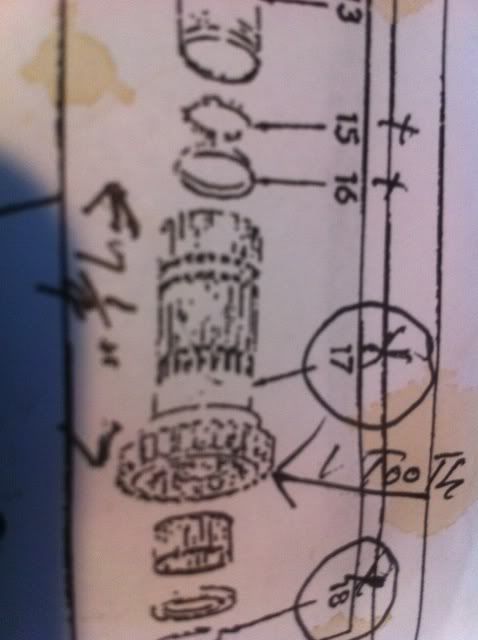
On your drawing, that gear appears to have some type of ID spline, or perhaps a sycornizing ring. That has to be delt with as well.
I do not make gears, there are shops in Houston that specialize in such things. But what you have is a "specialty item", and the expense of getting a single part made can be prohibitive.
What is the pitch of that gear, and how many teeth? Often you can buy a stock gear made my Boston or Martin that can be adapted.
This is not that uncommon. We have had to have gears made for machines that were manufactured before many of us were born. You just have to get creative..........jackie