Getting ready to chamber a new Krieger in 22BR for my new to me Panda. The instructions on Kelby's site state the following "When chambering for a Panda, Kodiak or Grizzly barrel cut the tenon 1.0625” in diameter by 1.115” for a cone bolt action or 0.980” for a flat bolt action. For an Atlas barrel cut the tenon 1.0625” in diameter by 0.692” for a cone bolt action or 0.557” for a flat bolt action. It is recommended that the first 0.110“ from the rear of the barrel be turned to 0.966” diameter. Leave the rear end of the barrel square for now."
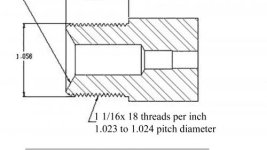
What's the purpose of turning .110" down to 0.996"? Is that a thread relief up at the barrel shoulder, or a relief at the end of the barrel for some reason? It's not clear to me, obviously.
What's the purpose of turning .110" down to 0.996"? Is that a thread relief up at the barrel shoulder, or a relief at the end of the barrel for some reason? It's not clear to me, obviously.