H
HBC
Guest
POST #1:
Those who shoot Bib bullets might find the test described below interesting:
Barrel: 33” Krieger, 0.237” bore, 1:7” twist (twist checked and found to be 7.0"/turn) with 95 rounds through barrel before test.
Cartridge: 6mmx64mm, 66.8 grain H2O case capacity with ½” long neck & 45 degree shoulder
Bullet: Bib, 6mm, 108 grain HPFB, uncoated and obtained about 2 or so years ago, older flat base version, not a boat tail (14 bullets: avg. wt. 108.13 grains, 1.174" long with approx. 0.052" meplat)
Powder: Retumbo, 54 grains
Primer: CCI 200
Bullet seating 0.075” into lands (did not change die from setting for Berger 115 VLD heavy jacket)
Average muzzle velocity of 8 rounds----------------3299 f/s (Oehler M43 with 48 foot screen spacing---bolt lift was very easy---could go faster)
High velocity---------------------------------------------3330 f/s
Avg. BCg1------------------------------------------------0.484 (Acoustic tgt. @ 288 yd., T.O.F. over 275.41 yd.)
BC spread-------------------------------------------------0.474 low, 0.489 high
Group------------------------------------------------------0.67 moa’ at 288 yards
I had been trying Retumbo with the 115 VLD and thought I would test it with the 108 Bib. Jeff Rogers told me he had inconsistent results with Retumbo. I have had inconsistent results also but am not convinced those results can be blamed entirely on the powder. I plan to test Retumbo later in the year or next year.
Some time ago, I told Randy I thought his bullets would survive faster twist rates than some thought thus another reason for shooting the Bib fast in a fast twist. Also in the past I have tested match grade HPFB bullets to failure in tests designed to make them fail in order to learn more about bullet failure. I reported those results to some of the top 1000 yard BR shooters and referred to the Bib bullets to make the report complete. I suspect some of those shooters, especially one, thought I was negative on Bib bullets. Looking back, it probably would have been better to simply say the bullets were match grade HPFB bullets and not refer to the make. Thus that is another reason for the test described above and reporting it here.
Bib’s have shot great in my barrels with loads that proved to shoot well with other bullets and that has been stated before.
BTW, the poor group of 0.67 moa’ described above can not be laid off on the 7” twist. At the 2005 IBS Nationals at Pella, I was lucky enough to shoot the smallest group of the entire meet and finished 2nd Light Gun group shooting a 6mm, 7” twist Krieger.
Also: I might post a test from time to time but am not likely to get into a discussion. That is an approach designed to stay out of further trouble.
Addition on 8/8/09:
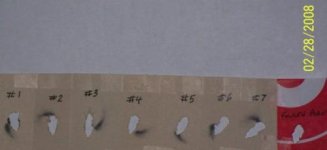
In addition to the group fired at 288 yards, six rounds were fired (w/same rifle and load) at a paper screen at 20 yards which included the first round from a clean barrel, prior to firing the 288 yard group. None of those bullets discharged molten lead upon passing through the 20 yard paper screen. The barrel had been cleaned the day before with the last patch containing Hoppe’s gun grease. Before the group was fired a patch with a light touch of Kroil was used to wipe the grease out of the bore--no dry patches followed. I really expected the first round out of a clean barrel to fail even though the barrel was lubricated. I will be testing that lube combination further to see how the first round impacts relative to the group. Likely it will be low at 1000 yards but that is the purpose of further testing, to see if the first round is low.
Rev. of 8/9/09:
Probably the new barrel/Accumulator contributed to the poor group described above which has not been shooting well with several bullets tried. The Accumulator holds back the propellant gas a fraction of a second and serves a fixed muzzle weight. Hopefully it improves grouping precision.
The new barrel/Accumulator was removed 8/8/08 and an older barrel/Accumulator installed. The older barrel shot a first time load of 50 grains N165 with 115 grain Tubb SMK into a 0.43 moa' group at 104 yards. The last nine rounds went into 0.34 moa'. The 6mmx64mm cartridge is new also and chambered for the first time on 6/6/09.
Henry Childs
Those who shoot Bib bullets might find the test described below interesting:
Barrel: 33” Krieger, 0.237” bore, 1:7” twist (twist checked and found to be 7.0"/turn) with 95 rounds through barrel before test.
Cartridge: 6mmx64mm, 66.8 grain H2O case capacity with ½” long neck & 45 degree shoulder
Bullet: Bib, 6mm, 108 grain HPFB, uncoated and obtained about 2 or so years ago, older flat base version, not a boat tail (14 bullets: avg. wt. 108.13 grains, 1.174" long with approx. 0.052" meplat)
Powder: Retumbo, 54 grains
Primer: CCI 200
Bullet seating 0.075” into lands (did not change die from setting for Berger 115 VLD heavy jacket)
Average muzzle velocity of 8 rounds----------------3299 f/s (Oehler M43 with 48 foot screen spacing---bolt lift was very easy---could go faster)
High velocity---------------------------------------------3330 f/s
Avg. BCg1------------------------------------------------0.484 (Acoustic tgt. @ 288 yd., T.O.F. over 275.41 yd.)
BC spread-------------------------------------------------0.474 low, 0.489 high
Group------------------------------------------------------0.67 moa’ at 288 yards
I had been trying Retumbo with the 115 VLD and thought I would test it with the 108 Bib. Jeff Rogers told me he had inconsistent results with Retumbo. I have had inconsistent results also but am not convinced those results can be blamed entirely on the powder. I plan to test Retumbo later in the year or next year.
Some time ago, I told Randy I thought his bullets would survive faster twist rates than some thought thus another reason for shooting the Bib fast in a fast twist. Also in the past I have tested match grade HPFB bullets to failure in tests designed to make them fail in order to learn more about bullet failure. I reported those results to some of the top 1000 yard BR shooters and referred to the Bib bullets to make the report complete. I suspect some of those shooters, especially one, thought I was negative on Bib bullets. Looking back, it probably would have been better to simply say the bullets were match grade HPFB bullets and not refer to the make. Thus that is another reason for the test described above and reporting it here.
Bib’s have shot great in my barrels with loads that proved to shoot well with other bullets and that has been stated before.
BTW, the poor group of 0.67 moa’ described above can not be laid off on the 7” twist. At the 2005 IBS Nationals at Pella, I was lucky enough to shoot the smallest group of the entire meet and finished 2nd Light Gun group shooting a 6mm, 7” twist Krieger.
Also: I might post a test from time to time but am not likely to get into a discussion. That is an approach designed to stay out of further trouble.
Addition on 8/8/09:
In addition to the group fired at 288 yards, six rounds were fired (w/same rifle and load) at a paper screen at 20 yards which included the first round from a clean barrel, prior to firing the 288 yard group. None of those bullets discharged molten lead upon passing through the 20 yard paper screen. The barrel had been cleaned the day before with the last patch containing Hoppe’s gun grease. Before the group was fired a patch with a light touch of Kroil was used to wipe the grease out of the bore--no dry patches followed. I really expected the first round out of a clean barrel to fail even though the barrel was lubricated. I will be testing that lube combination further to see how the first round impacts relative to the group. Likely it will be low at 1000 yards but that is the purpose of further testing, to see if the first round is low.
Rev. of 8/9/09:
Probably the new barrel/Accumulator contributed to the poor group described above which has not been shooting well with several bullets tried. The Accumulator holds back the propellant gas a fraction of a second and serves a fixed muzzle weight. Hopefully it improves grouping precision.
The new barrel/Accumulator was removed 8/8/08 and an older barrel/Accumulator installed. The older barrel shot a first time load of 50 grains N165 with 115 grain Tubb SMK into a 0.43 moa' group at 104 yards. The last nine rounds went into 0.34 moa'. The 6mmx64mm cartridge is new also and chambered for the first time on 6/6/09.
Henry Childs
Last edited by a moderator: